A conformidade das peças compradas e fabricadas por manufatura aditiva
Redação
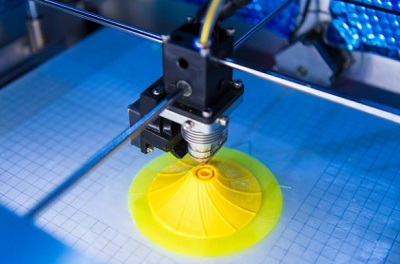
A manufatura aditiva usa software de desenho assistido por computador (CAD) ou scanners de objetos 3D para direcionar o hardware a depositar material, camada após camada, em formas geométricas precisas. Como o próprio nome indica, a fabricação aditiva adiciona material para criar um objeto. Por outro lado, quando se cria um objeto por meios tradicionais, geralmente é necessário remover o material por meio de fresagem, usinagem, escultura, modelagem ou outros meios. Embora os termos impressão 3D e prototipagem rápida sejam usados casualmente para discutir a fabricação aditiva, cada processo é na verdade um subconjunto da fabricação de forma aditiva. Embora esse tipo de fabricação pareça nova para muitos, ela já existe há várias décadas. Nas aplicações certas, a manufatura aditiva oferece uma combinação perfeita de desempenho aprimorado, geometrias complexas e fabricação simplificada. Como resultado, as oportunidades abundam para aqueles que adotam ativamente a fabricação aditiva. Deve-se conhecer as diretrizes para os elementos a serem trocados entre o cliente e o fornecedor da peça no momento do pedido de compra, incluindo as informações da solicitação do cliente, dados de definição da peça, requisitos de material de alimentação, características e propriedades da peça final, requisitos de inspeção e métodos de aceitação da peça.
Da Redação -
A manufatura aditiva é uma tecnologia versátil que pode ser utilizada durante todo o processo de desenvolvimento do produto. Os processos de manufatura aditiva podem ser utilizados para fabricar protótipos, ferramentas e peças de uso final totalmente funcionais. Além da engenharia, as áreas de aplicação desta tecnologia interdisciplinar agora incluem campos que abrangem, por exemplo, desde a arquitetura e medicina até a arqueologia e cartografia, bem como artes, brinquedos, educação e entretenimento.
Durante o seu desenvolvimento um tanto turbulento, surgiram diferentes termos e definições que eram frequentemente ambíguos e confusos. Além disso, existem vários processos diferentes disponíveis no mercado e nem sempre estão claras quais oportunidades e limitações eles oferecem em termos de aplicação. Este documento tem como objetivo oferecer uma descrição dos princípios gerais de trabalho para as diferentes categorias de processo e o processamento de material de alimentação na geometria desejada do produto. Isto aumentará o entendimento do processo e melhorará a comunicação entre o consumidor e os fornecedores de produtos e serviços.
Os princípios e as categorias de processo descritos neste documento referem-se à tecnologia comercialmente disponível, que demonstrou ser útil na prática e viável no mercado há vários anos. As peças produzidas por manufatura aditiva podem ser utilizadas como protótipos e peças de produção (o termo “protótipo” é descrito na NBR ISO/ASTM 52900).
As peças de produção são utilizadas em diferentes aplicações no final do desenvolvimento (ciclo) do produto e refletem todos os requisitos do produto desejado. Para protótipos e peças de produção, diferentes processos e materiais podem ser utilizados, dependendo do tipo de peça, aplicação e indústria e dos requisitos de custo e tempo de entrega.
É de responsabilidade do desenvolvedor projetar as peças e decidir sobre as suas especificações. Uma consulta ao fabricante do componente é recomendável, dependendo da experiência do consumidor. Adicionalmente, as peças devem ser divididas em classes diferentes, da classe com qualidade e rastreabilidade mais rigorosas (classe 1) até a classe com qualidade e rastreabilidade menos rigorosas.
Os detalhes destas classes serão definidos em normas adicionais específicas relacionadas ao material de alimentação, processo e aplicação. A cadeia de processo envolvida nas tecnologias de manufatura aditiva é caracterizada pela fabricação direta de peças, com base em dados CAD 3D. Fases intermediárias, como a fabricação de ferramentas, são desnecessárias.
Existem basicamente duas categorias diferentes: processos de única etapa: as peças são fabricadas em uma única operação, em que a forma geométrica básica e as propriedades do material básico do produto pretendido são alcançadas simultaneamente, processos de múltiplas etapas: as peças são fabricadas em duas ou mais operações, em que a primeira normalmente fornece a forma geométrica básica e a seguinte consolida a peça com as propriedades do material básico pretendido.
Dependendo da aplicação final, todos os processos podem requerer uma ou mais operações de pós-processamento adicional para atingir todas as propriedades pretendidas no produto final. As tecnologias envolvidas são processos não aditivos bem conhecidos e bem documentados e, portanto, é desnecessário descrevê-las com mais detalhes nesta fase. Existem múltiplos processos desenvolvidos para manufatura aditiva.
A NBR ISO/ASTM 52901 de 11/2019 - Manufatura aditiva — Princípios gerais — Requisitos para peças compradas, fabricadas por manufatura aditiva define e especifica os requisitos para peças compradas, fabricadas por manufatura aditiva. Fornece as diretrizes para os elementos a serem trocados entre o cliente e o fornecedor da peça no momento do pedido de compra, incluindo as informações da solicitação do cliente, dados de definição da peça, requisitos de material de alimentação, características e propriedades da peça final, requisitos de inspeção e métodos de aceitação da peça. É aplicável ao uso como uma base para obter peças fabricadas por manufatura aditiva que atendam aos requisitos mínimos de aceitação. Requisitos mais rigorosos da peça podem ser especificados por meio da adição de um ou mais requisitos complementares no momento do pedido de compra.
Este documento abrange a definição e a comunicação de requisitos para peças compradas, fabricadas por manufatura aditiva. Ele é destinado a permitir uma comunicação eficiente e inequívoca entre os fornecedores de peças e os clientes de peças fabricadas por manufatura aditiva, assegurando que a peça resultante atenda aos requisitos do cliente.
Pretende-se que este documento seja utilizado pelos fornecedores de peças e/ou pelos clientes de peças fabricadas por manufatura aditiva. Este documento é uma norma de nível superior na hierarquia de normas de manufatura aditiva, destinado a ser aplicado às peças fabricadas por qualquer processo de manufatura aditiva e qualquer tipo de material.
Este documento permite diferentes requisitos com base na classificação da criticidade e do uso final esperado das peças fabricadas por manufatura aditiva. O pedido de compra da peça deve incluir os seguintes elementos: organização e informações de contato do cliente (de preferência com pontos de contato para pedidos de compra, pagamento e entrega); definição da (s) peça (s) a ser (em) fabricada (s); condições associadas de entrega ao cliente; outros requisitos de compra; uma identificação de referência deste documento, ou seja, NBR ISO/ASTM 52901, e outros regulamentos nacionais/internacionais pertinentes; identificação do pedido de compra da peça do cliente (número de requisição, data de requisição etc.); designação ou descrição da (s) peça (s) desejada (s) (número/identificação da peça, índice de revisão, etc.); quantidade desejada de peças; data de entrega requerida, se for um único pedido de compra; quantidade de entrega, frequência e período de duração requeridos do pedido de compra, se for um pedido com entrega programada ou múltiplos pedidos; marcação ou etiquetagem requerida das peças, incluindo, por exemplo, rótulos, número de série, número de lote, tipo de material de alimentação, referência do fornecedor da peça, identificador de inspeção, referência de rastreabilidade, etc.; requisitos da embalagem da peça para entrega ao cliente; endereço de entrega do cliente.
Os valores específicos dos elementos estão sujeitos a um acordo entre o cliente e o fornecedor da peça. A definição da peça deve incluir os seguintes elementos: geometria da peça; tolerâncias; textura superficial; orientação de fabricação, se necessário, para atender aos requisitos do cliente; material de alimentação para a peça a ser fabricada, se necessário, para atender aos requisitos do cliente; métodos de reparo (levando em consideração as categorias de ensaio definidas na NBR ISO 17296-3); imperfeições ou desvios aceitáveis; informações de controle do processo.
A divulgação de informações confidenciais está sujeita a um acordo entre o cliente e o fornecedor da peça. A definição da peça deve incluir os seguintes elementos: referência do desenho de engenharia (número, índice e versão), se aplicável; referência do arquivo digital (nome, formato, versão), se aplicável; descrição da geometria por um desenho de engenharia que defina completamente a peça, ou um arquivo digital contendo o modelo 3D ou as informações de geometria da peça.
Para troca de dados eletrônicos, o cliente e o fornecedor da peça devem assegurar que os sistemas utilizados sejam compatíveis e devem definir o método de fornecimento de arquivos digitais, incluindo o nível de confidencialidade e os métodos de proteção de dados, o formato dos dados eletrônicos, e os procedimentos para criação do arquivo digital (incluindo a fonte dos dados eletrônicos e os requisitos de conversão necessários para produzir o arquivo digital). Os documentos de descrição da geometria da peça podem ser fornecidos pelo cliente ou pelo fornecedor da peça.
O formato de arquivo STL utilizado por muitas máquinas de manufatura aditiva não contém unidades de medida como metadados. Quando somente arquivos STL forem fornecidos pelo cliente, as informações do pedido de compra especificam as unidades de medida da peça juntamente com o arquivo digital. Mais informações sobre arquivos digitais podem ser encontradas na ISO/ASTM 52915.
As tolerâncias devem ser especificadas (por exemplo, tolerâncias gerais, ver NBR ISO 2768-1 e NBR ISO 2768-2, e/ou tolerâncias específicas, ver ISO 1101), incluindo a definição de zonas funcionais (por exemplo, sobremetal para usinagem para acabamento ou retrabalho) e zonas estéticas ou cosméticas, de modo que o fornecedor da peça possa orientar a peça de acordo com os requisitos e decidir sobre a localização e o tipo de estruturas de suporte da peça, se necessário. Convém que a textura superficial (também conhecida como acabamento superficial) da peça seja especificada, se possível por referência a normas existentes (por exemplo, utilizando a ISO 1302 e/ou a ISO 25178-1).
O requisito de textura superficial pode ser especificado por um valor máximo de rugosidade/ondulação para toda a peça ou por uma rugosidade/ondulação específica para uma ou mais superfícies críticas. A textura superficial geralmente depende de diversos parâmetros do processo, incluindo a orientação da peça e a espessura de camada.
O processo de fabricação desejado para construir a peça deve ser identificado, incluindo as etapas de pós-processamento necessárias (por exemplo, tratamento térmico, acabamento superficial). A orientação de fabricação deve seguir as regras fornecidas na ISO/ASTM 52921. A orientação de fabricação geralmente é escolhida pelo fornecedor da peça para atender aos requisitos; entretanto, o cliente pode especificar a orientação de fabricação da peça, se necessário, para obter as propriedades mecânicas específicas.
O tipo e/ou os limites da composição química do material de alimentação para a peça a ser fabricada devem ser especificados por referência a normas e/ou especificações existentes do material. O pedido de compra deve mencionar ou referenciar especificações apropriadas para as características do material de alimentação para a peça a ser fabricada, os requisitos de armazenamento, manuseio e processamento para o uso adequado do material de alimentação e para o controle de suas propriedades, e se for necessário atender aos requisitos do cliente, informações sobre o uso permitido do material de alimentação reciclado (reutilizado).
Se o cliente tiver preocupações sobre o país de origem do material de alimentação ou do produtor do material de alimentação, a fonte desejada do material de alimentação pode ser especificada. Qualquer reparo deve ser comunicado ao cliente e autorizado antes de ser realizado. Os métodos de reparo autorizados (como reparo por deposição de material, soldagem, colagem ou aglutinação) e as condições de reparo correspondentes devem ser especificados, se necessário, e devem ser aprovados pelo cliente.
As tolerâncias para trincas, defeitos, descontinuidades, material estranho, inclusões, imperfeição (ões) ou desvio(s) aceitável(eis), descolorações e porosidade devem ser acordadas entre o fornecedor da peça e o cliente. Os requisitos para a repetibilidade do processo de fabricação devem ser identificados, incluindo referência a normas ou métodos de medição relevantes para avaliar a repetibilidade, particularmente para pedidos de compra de peças múltiplas ou pedidos de compra múltiplos esperados da mesma peça.
Os requisitos para documentar as informações de controle do processo durante a fabricação devem ser identificados. As informações requeridas conforme acordado entre o fornecedor da peça e o cliente devem ser documentadas durante a fabricação e incluídas no registro de qualidade para a peça de manufatura aditiva como retidas pelo fornecedor da peça. O período de retenção do registro de qualidade e as informações de controle do processo a serem transmitidas ao cliente devem ser acordados entre o cliente e o fornecedor.
Se prestadores de serviços externos autorizados forem requeridos (por exemplo, para pós-tratamento, inspeção, etc.), eles devem ser acordados entre o fornecedor da peça e o cliente, e devem ser documentados. O pedido de compra deve especificar se a inspeção deve ser realizada em uma ou mais peças finais ou de referência (por exemplo, em um turno completo de produção, em amostras dos turnos de produção ou em peças de referência que tenham características similares, porém geometria ou escala diferentes).
Se os resultados do ensaio especificado no pedido de compra estiverem em conformidade com os critérios de aceitação, a peça deve ser aceita. Se os resultados dos ensaios não estiverem em conformidade com os valores definidos no pedido de compra, amostras adicionais do mesmo turno de produção devem ser submetidas a ensaios adicionais para aceitação.
Qualquer peça que não esteja em conformidade com os requisitos, porém que atenda às condições para retrabalho estipuladas no pedido de compra, pode ser reparada ou aceita. Qualquer não conformidade remanescente com os requisitos do pedido de compra, se o retrabalho for realizado ou não, deve ser revisada pelo cliente para determinar se um desvio específico dos requisitos pode ser aceito. Caso contrário, as peças devem ser rejeitadas.
Os documentos de inspeção a serem fornecidos devem abordar todas as seções do pedido de compra e devem especificar os valores obtidos para cada característica da peça que corresponda aos requisitos do pedido de compra. Todos os resultados do ensaio, incluindo os resultados originais e quaisquer resultados de reensaio, devem ser reportados e devem fazer referência às informações do pedido de compra da peça.
A documentação de aceitação deve incluir as seguintes informações: pessoa que realizou a inspeção (fornecedor da peça ou terceiro); local da aceitação, se for diferente das instalações do fornecedor da peça e, se aplicável, a organização que realizou os ensaios; plano de inspeção; tipo, modelo, versão do software e, se necessário, número de série da máquina; relatório de inspeção com base em uma inspeção de pré-expedição; resultados de aceitação. Os resultados de aceitação devem constituir a autorização de expedição e a entrega das peças, ou a rejeição.
Artigo atualizado em 27/12/2020 05:33.